Технология порошковой покраски металла видео
Технология порошковой покраски металла видео
Lux Standart Ru
Главная страница » Статьи » Технология порошковой окраски: видео-инструкция по покраске своими руками, особенности оборудования, цена, фото
Технология порошковой окраски: видео-инструкция по покраске своими руками, особенности оборудования, цена, фото
АНТ Лазер – порошковая покраска в Воронеже, цены
Итак, технология покраски порошковой краской — что же это вообще такое?
На самом деле тут ничего сложного для понимания нет. Просто это способ нанесения очень прочного лакокрасочного слоя на поверхность какой-либо детали. Этот слой, разумеется, имеет не только защитные, но и отличные декоративные качества.

Фото порошковой краски
Если вкратце, то суть техники заключается в том, что ту или иную поверхность подготавливают к покраске, затем красят в специальной камере особым сухим порошком (это и есть порошковая краска). После этого как бы «запекают» получившийся слой, после чего он становится очень стойким и долговечным.
По сравнению с обычными способами нанесения краски – порошковый метод обработки имеет такие преимущества:
- больший уровень экологической безопасности слоя;
- более прочный слой в итоге;
- меньший расход краски на один и тот же объем работы.
Что же касается сферы применения данного метода, то в нашей стране такой способ применяется в основном для покраски деталей автомобилей, но вообще технология нанесения порошковой краски используется и для обработки деревянных элементов, стеклянных и керамических. Просто секрет в том, что для неметаллических изделий применяется особая краска, для «запекания» которой не требуется очень уж высокая температура.

Обработка металла порошковой краской
Теперь несколько слов о недостатках способа.
Тут, пожалуй, имеется всего два минуса:
- покраска изделий, которые нельзя более-менее хорошо нагреть, исключена;
- на создание условий для покраски и закупку минимального оборудования необходимо вложить куда больше средств, чем на инструмент для стандартной работы.
Но, кстати, то, что требуется спецоборудование, совсем не означает невозможность работы с порошковым способом окраски в домашних условиях.
В этой статье мы расскажем, как можно организовать рабочую зону такого типа в самом обычном гараже.
Начнем с самого главного.
Подготовка рабочего места и выбор оборудования
Итак, предположим, что гараж у нас имеется – давайте рассмотрим, как его укомплектовать, чтобы можно было качественно и комфортно работать.
- Первое, что нужно сделать, это защитить все поверхности от попадания краски при отделке – стены, полы и потолки. Для этого те плоскости, которые нужно изолировать, можно закрыть самой обыкновенной пленкой.

Пример покрасочного цеха в гараже
Важно!
Не забудьте оставить (и вообще продумать) участки для вентиляции помещения.
А то в большинстве случаев об этом вспоминают в самый последний момент, когда начинается первая покраска.
- Второй этап — это покупка компрессора с пульверизатором для покраски и плавильной печи, в которой будет «запекаться» окрашенное изделие.

Компрессор с пульверизатором
Компрессор нужно выбирать такой, чтобы прибор мог работать с высоким давлением.
Что же касается плавильной печи, то, конечно, можно приобрести профессиональное оборудование и технология порошковой покраски будет выполняться значительно качественнее и быстрее. Однако такой вариант не всем по карману.
Поэтому будем выходить из положения и искать «эконом-решение».
В принципе для нагрева термообработки нанесенной краски, если не требуется заводское качество и обработка больших деталей, вполне подойдет обыкновенный духовой шкаф.
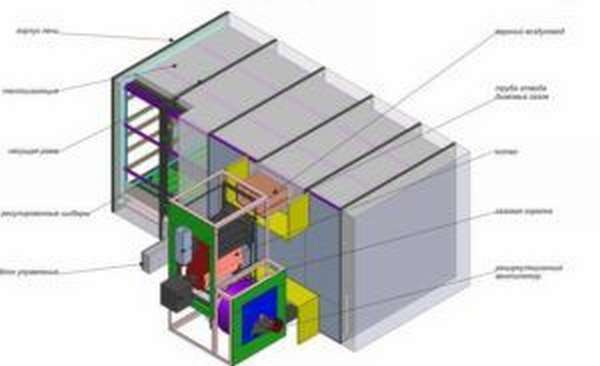
- Следующий шаг это устройство покрасочной камеры. Камера – это, по сути, кусочек помещения, в котором на изделие будет наноситься краска. Что тут важно обеспечить, так это наличие системы отсоса — чтобы лишняя краска сразу удалялась за пределы рабочего бункера.

В общем-то, приблизительно так должно быть оборудовано рабочее место.
Обратите внимание на некоторые современные материалы, которые являются прекрасным аналогом порошковой краски, но при этом наносятся стандартным способом.
Так, например, очень хороша электропроводная краска Zinga – это прекрасное сочетание «горячего» метода окраски и классического.
При этом качество покрытия просто потрясающее.
На этом подготовка рабочей зоны закончена и если все сделано, то можно приступать непосредственно к работе.
Пошаговая схема работы
Стоит отметить, что рассматриваться будет технология порошковой покраски металла в самом простом варианте. То есть работать будем исходя из того, что у нас в наличии имеется «кустарная» покрасочная камера, а также самые простые и недорогие приспособления для реализации этого дела.
В качестве наглядного примера будем рассматривать самое обычное изделие — простой кусок металла.
Предварительная обработка поверхности
С заготовкой нужно сделать вот что:
- Очищаем всю поверхность металла от пыли и грязи с помощью обыкновенной мокрой тряпочки.
- Далее берем наждачную бумагу или же специальные металлические щетки и зачищаем ими все участки, на которых имеются признаки коррозии.
- Теперь нужно увеличить уровень адгезии плоскости – для этого просто напросто обезжириваем ее любым доступным растворителем.

Обратите внимание на то, что если ваша заготовка очень уж сильно покрыта коррозией или имеются какие-то труднодоступные грязные участки (такое бывает, например, если это деталь автомобиля со сложной конфигурацией), то просто растворителем и щеткой тут вряд ли получится обойтись.
В таких случаях деталь принято замачивать в щелочных растворах – их состав зависит от уровня и типа загрязнения.
- После того, плоскость очищена и обезжирена, нужно ее прогрунтовать. Для этого на изделие наносится так называемый конверсионный подслой краски. Как правило, для этого применяется краска на основе неорганических веществ. (См. также статью Грунтовка под шпаклевку: особенности.)
Что это дает? Благодаря такому грунтовочному слою уменьшается риск попадания влаги и воздуха под высохшую порошковую краску. Это возможно за счет того, что поверхность металла и порошкового покрытия сцепляется не напрямую, а через эту самую пленку из промежуточной краски.
То есть сцепление всех слоев становится на порядок лучше, что в конечном итоге положительно влияет на срок службы итогового полимерного покрытия и соответственно всего изделия в целом. - И последний этап подготовительных работ – это нанесение своими руками сверху грунтовки, слоя, который состоит из соединений нитрата хрома и натрия. Это процесс называется пассивирование – он нужно для того, чтобы ржавчина не появилась на изделии в то время, пока деталь готовится к покраске.
Пример пассивированной детали
В общем-то, если все зачищено, обработано растворителями и прочими составами, то можно просушить заготовку в печи и приступать к следующему этапу.
Нанесение краски и формирование покрытия
Инструкция по покраске как раз достаточно простая.
- Изделие помещается в камеру напыления.
- При необходимости заготовка фиксируется.
- Берется пулевизатор и заготовка красится.
Обратите внимание на то, что мы в данной пошаговой схеме применяем самый простой способ нанесения краски, но если немножко «заморочиться», то стоит попробовать другой метод – электростатического напыления.
Его суть в том, что краска является статистически заряженным веществом и как бы прилипает во время распыления на деталь, к которой подвели заземление.
Кстати, имейте в виду, что если вы с помощью порошковой покраски планируете добиться стойкости детали к воспламенению, то, пожалуй, не имеет смысла применять данную технологию. Гораздо проще будет приобрести огнезащитные краски по металлу Полистил, Негорин и другие аналоги – и деньги сэкономите, и нужный эффект гарантированно получите.

Пример огнезащитной краски
После нанесения краски начинается процесс формирования твердого полимерного слоя. Подробнее об этом.
Запекание краски
Под этим термином подразумевается то, что окрашенное изделие помещается в специальную камеру, где заготовка на протяжении определенного времени подвергается воздействию высокой температуры.
В нашем случае деталь кладется в духовой шкаф – его можно изготовить самостоятельно и «запитать» от электричества, мазута или от другого горючего.
Во время «запекания» детали нужно соблюдать такие условия:
- Важно придерживать рекомендаций, которые содержит инструкция конкретной краски. То есть это означает, что для получения качественного слоя должна соблюдаться определенная температура, на протяжении такого-то времени и т.п.
- Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок.
Когда отведенное для прогрева детали время истекло, вынимаем ее из шкафа и оставляем на открытом воздухе для того чтобы она остыла.

Шкаф для термообработки окрашенных изделий
Тут плюс в том, что не требуется никакого закаливания металла – то есть фаза частого контраста холодного и горячего отсутствует. А это означает, что и цена проекта в целом снижается, и время экономится.
На этом все – по сути. Такая вот кустарная обработка изделия порошковым методом закончена. Как видите, в домашних условиях, у себя в гараже, наладить такой процесс вполне можно – было бы желание и определенная доля старания.
Подведем итоги нашего обзора.
Вывод
Мы с вами рассмотрели вкратце, что собой представляет технология нанесения порошковых красок, а также разобрались в том, как можно реализовать такую работу в «кустарных» условиях.
Надеемся, что вся предоставленная информация вам пригодилась, и вы сможете применить ее на практике. Ну а если хотите узнать еще больше, то советуем просмотреть еще и видео в этой статье по данной теме.

1 Разновидности материала 1.1 Общие характеристики 1.2 Бумажные изделия 1.3 Флизелиновые шпалеры 1.4 Стеклообои 2 Методика окраски 3 Вывод При отделке…

Обои – один из самых популярных материалов для отделки стен. Их ассортимент настолько большой, что позволяет подобрать их практически под любой стиль…

Прежде чем узнать, как построить дом из газобетона своими руками давайте поговорим о самом газобетоне, его свойствах и характеристиках. Газобетон —…
Порошковая покраска металла. Как работает оборудование для порошковой покраски? Технология покраски

Показать панель управления
- Получить БЕСПЛАТНО индивидуальный расчет стоимости оборудования под Ваши задачи: clck.ru/JYaKk
Оборудование для порошковой покраски clck.ru/HcaV8
Комплексы порошковой покраски clck.ru/HcaLw
В чем отличия технологии порошковой покраски металла? Каковы основные этапы порошковой покраски металлических изделий? В чем заключается принцип действия транспортной системы для осуществления процесса покраски?
Об этом расскажет директор по развитию компании AMN Engineering.
Всем привет. Меня зовут Елизавета и я являюсь директором по развитию AMN Engineering. И сегодня я хочу вам рассказать про технологию порошковой покраски металла. Хочу сказать, что технология отличается экологичностью, экономичностью и высокой прочностью.
Базовая технология порошковой покраски металла состоит из трех основных этапов: первый – подготовка поверхности изделия перед покраской, другими словами – фосфатирование и обезжиривание поверхности для идеальной адгезии и защиты от коррозии. Второй этап: нанесение порошковой краски на окрашиваемую поверхность в камере напыления. Третий – оплавление или полимеризация порошкового покрытия в печи полимеризации. На этом же этапе происходит охлаждение и отверждение краски.
★ ВАМ БУДЕТ ИНТЕРЕСНО:
Станок плазменной резки РМ3000 «AMN Engineering»
clip-share.net/video/RBhlauoOPPg/видео.html
Оборудование порошковой покраски от AMN Групп
clip-share.net/video/SagAac0yVK4/видео.html
Расчет себестоимости плазменной резки
clip-share.net/video/kCU3nSLzvTk/видео.html
Расходные материалы для плазменной резки
clip-share.net/video/F–74g1k3nM/видео.html
Как выбрать станок с ЧПУ и поставщика?
clip-share.net/video/MF7nj7JEwqs/видео.html
______
На канале AMN Engineering вы узнаете много полезной информации о плазменной резке и других видах металлообработки.
AMN Engineering (amn-plazma.ru) – производитель станков плазменной и лазерной резки металла и комплектующих. Мы обладаем собственной производственно-технологической базой, а высококвалифицированный персонал с опытом собственных разработок способен найти решение любой задачи клиента посредством современных технологических решений, направленных на использование научно-технического потенциала предприятий и отрасли в целом.
Вам понравилось видео? Ставьте ЛАЙК и делитесь с друзьями ► clip-share.net/video/sEqEyb-Z8gk/видео.html
Узнавайте о видео первыми! Подписывайтесь на наш канал
►clip-share.net/video/sEqEyb-Z8gk/видео.html
★ МЫ В СОЦИАЛЬНЫХ СЕТЯХ:
Инстаграм ► amnengineering
Наш сайт ►amn-plazma.ru
ЗАДАВАЙТЕ НАМ ВОПРОСЫ:
Пишите на почту ►amntech@mail.ru
Комментарии • 6

Как вам видео? Напишите в комментариях.
Подписывайтесь на канал, делитесь видео с друзьями!
Хотите узнать больше о выпускаемых нами комплексах порошковой покраски?
Всё о металлообработке здесь clck.ru/HPd6c
Расскажите о технологии окраски порошковыми красками оцинкованной стали.
подготовим видео на эту тему. Спасибо!
при окраске оцинкованной стали есть свои требования к подготовке поверхности.
Способы порошковой окраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

- в промышленном производстве металлических изделий,
- в металлургии,
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику,
- медицинские инструменты, оборудование,
- спортивный инвентарь,
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
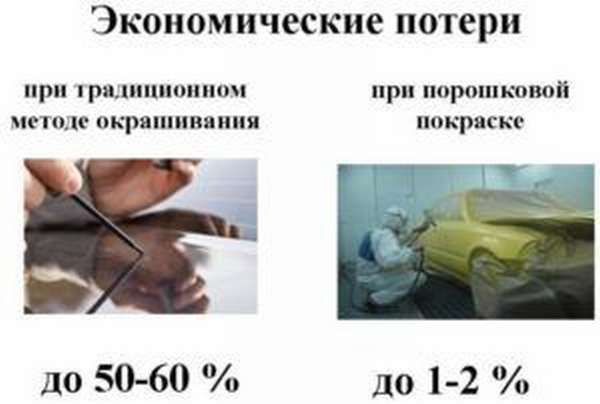
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:

- состав не колеруется, выбор идёт из готовой палитры оттенков,
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании,
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком,
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно,
- габариты деталей зависят от габаритов камеры полимеризации.
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
Для нанесения покраски необходимо следующее оборудование:
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.

Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски,
- эпоксидно-полиэфирные составы,
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.

Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

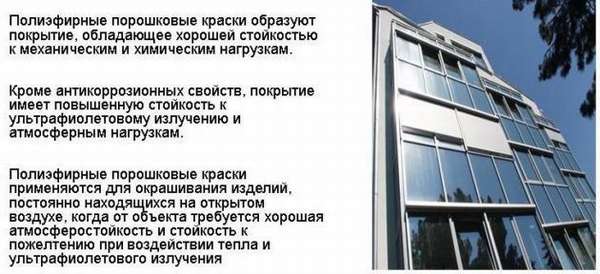
Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Порошковая покраска металла
Порошковая окраска металлических изделий: технология процесса и основные этапы
Технологический процесс порошковой покраски разделяются на следующие этапы:
- подготовка окрашиваемой поверхности;
- нанесение краски в виде порошка;
- формирование жидкой плёнки при высокой температуре;
- химическое отверждение плёнкообразующего материала (при использовании термореактивных красок);
- окончательное формирование покрытия.
Подготовка поверхности
При подготовке окрашиваемой поверхности следует учитывать, что необходимо обеспечить не только смачиваемость с жидкой фазой плёнкообразователя, но и равномерное распределение порошковых материалов при напылении. Уделяется внимание как удалению всевозможных поверхностных загрязнений, так и обеспечению поверхности необходимой шероховатости. Дополнительно к механическим способам подготовки поверхности могут использоваться и химические, такие как обезжиривание, травление или фосфатирование.
Нанесение порошковых материалов
Порошковая окраска металла осуществляется:
- электростатическим напылением;
- погружением во взвешенный слой электризованного порошка;
- газопламенным способом.
Благодаря своей простоте и универсальности, наибольшее применение получило нанесение краски электростатическим напылением. Для плоских поверхностей могут использоваться специальные магнитные щётки-валики по технологиям, используемыми в копировальной технике. Окунание в «кипящий слой» используется на автоматических линиях при конвейерном производстве однотипных изделий. Газопламенный способ из-за чрезмерной неравномерности слоя и свойств получаемого покрытия распространения не получил. Существующее плазменное напыление отличается применением низкотемпературной плазмы для нагрева частиц и использованием инертного газа; ограничивается использованием термостойких порошков при нанесении тонких покрытий на термостойкие материалы.
Удержание и равномерность распределения на поверхности металлических изделий порошковых материалов обеспечиваются за счет электростатических сил взаимодействия заряженных частиц краски и «электронейтральной» поверхности. Перед напылением частицы краски в пистолете получают электрический заряд:
- в поле коронарного заряда, создаваемого электродом;
- за счет трения о поверхность оборудования.
Заряд частиц, как правило, отрицательный, величина заряда должна соответствовать оптимальному диапазону, позволяющему удерживать частицы на поверхности до образования жидкой плёнки и не нарушающему технологию нанесения. Регулируется характеристиками электрода или скоростью движения частиц при трении о поверхность оборудования, площадью и материалом поверхности.
При электростатическом напылении покрытия одинаково качественно формируются на горизонтальных и вертикальных поверхностях. Нулевой заряд металлического изделия обеспечивается заземлением.
Формирование жидкой плёнки
Технология нанесения порошковой краски
Пленкообразование происходит при нагреве порошковых материалов до вязко-текучего состояния, при этом происходит:
- деформация и вязкое течение материала;
- удаление воздуха;
- смачивание жидким материалом поверхности подложки.
При производстве труб и металлического профиля используется нанесение порошка в «кипящем слое» на предварительно нагретые заготовки, процесс формирования жидкой плёнки происходит за счет аккумулированного тепла или дополнительного нагрева.
В случае использования термореактивных красок при высокотемпературной выдержке дополнительно происходит химическое отверждение жидкой плёнки за счет полимеризации или поликонденсации плёнкообразователей. Это удлиняет время высокотемпературной выдержки, повышает затраты и снижает производительность. Существуют составы на основе термореактивных смол, ускоренное отверждение плёнок которых происходит при ультрафиолетовом облучении.
Окончательное формирование покрытия
Итоговое формирование пленки происходит при охлаждении изделия. Условия могут отличаться как скоростью охлаждения, так и средой. Прочностные характеристики покрытия и силы адгезии, в зависимости от условий формирования, может изменяться на десятки процентов. При этом для разных видов полимеров практикуется ускоренное и замедленное охлаждение . Охлаждение покрытия в пластифицирующих полимерных средах может снизить внутренние напряжения покрытия до нуля.
В отличие от термореактивных, термопластичные краски позволяют легко устранять дефекты покрытия с использованием повторного «спекания».
Широко используется порошковое окрашивание в строительной промышленности при производстве профиля из стали и алюминия, изготовлении дверей, ворот и других металлоконструкций. В автомобильной промышленности применяется при производстве дисков колёс и других деталей.
Несмотря на сложность колеровки, некоторые производители предоставляют порошковые краски до 250-ти цветов по таблицам RAL.
Порошковая окраска металла: правила и рекомендации
Процесс подготовки металлических деталей к покраске
При покраске металлических изделий порошковой краской как на промышленных линиях, так и своими руками в домашних условиях, необходимо следовать таким рекомендациям:
- Используйте порошковые материалы проверенных производителей.
- Без правильного заземления металлического изделия нарушается электростатический механизм удержания и распределения порошковых материалов на поверхности. Поэтому необходимо следить за состоянием подвесных крючков, обеспечивающих заземление деталей. Следует предусмотреть технологическую операцию очистки крючков и контроль цепи заземления.
- Напыление порошковых материалов необходимо производить минимально необходимым количеством воздуха. Чрезмерная подача воздуха приводит к:
- перерасходу краски;
- повышенному износу оборудования;
- нарушению технологии электризации частиц порошка;
- изменению гранулометрического состава краски;
- ухудшению видимости в окрасочной камере.
- Качественное покрытие получают при использовании воздуха нужной кондиции. При этом следует уделять внимание не только отсутствию пыли, но и содержанию в воздухе влаги и масла. Необходимо использовать соответствующие фильтры до подачи воздушной смеси в оборудование. В качественном воздухе:
- размер твёрдых частиц не превышает 0,3 мкм;
- точка росы не превышает 4 °С (т.е. при 20 °С влажность не более 35%);
- содержание масла не более 0,1 промилле.
Оборудование для порошковой окраски
- При повторном использовании порошковых материалов учитывается изменение исходного состава, прежде всего гранулометрического. Не следует превышать количество допускаемых добавок регенерированных материалов в исходные порошки. Тщательно гомогенизируйте смесь порошков перед использованием.
- Не допускайте смешивания краски различных цветов и видов. При переходе на другую краску необходимо тщательно очистить всё оборудование. Желательно иметь для каждой используемой краски отдельные расходные бункера и шланги.
- Без подготовки поверхности не получите качественного покрытия. При этом следует учитывать назначение и условия эксплуатации изделия. Раму велосипеда надо подготавливать несколько иначе, чем элементы офисного стола. Небрежная подготовка приводит к:
- поверхностным дефектам покрытия;
- отслоению краски;
- преждевременному разрушению покрытия в агрессивной среде.
- Стоимость исходного порошка не определяет реальную экономичность покрытия. Следует учитывать:
- расход материалов на единицу площади поверхности;
- долговечность покрытия;
- устойчивость к воздействию вредных условий;
- внешний вид.
- Учитывайте условия хранения порошковых материалов. Повышенная температура может снизить как технологические характеристики порошка, так и эксплуатационные свойства покрытия. Используемая тара должна быть водонепроницаема из-за высокой гигроскопичности материалов. Обычно рекомендуемая температура в складе не должна превышать 25…28 °С, влажность не более 50%.
- Строго соблюдайте рекомендуемую технологию «спекания» порошка. Следует учитывать, что температура воздуха в рабочей зоне печи является косвенной характеристикой техпроцесса. Работа установки должна обеспечивать равномерный прогрев металла изделия до оптимальных температур. В зависимости от вида материала и массы изделия оптимальная температура воздуха и время выдержки могут меняться и отражаются в инструкции.
- Своевременно выполняйте технические регламенты по поддержанию работоспособности оборудования участка. Профилактическое обслуживание, включая регулярную очистку, осмотр, ремонт и замену компонентов, является основой безупречной работы и получения качественной продукции. Используйте запасные части оригинальных производителей. Хорошо зарекомендовало себя оборудование компании TESLA.