Тепловой зазор между поршнем и цилиндром
Техническая информация о ремонте цилиндро-поршневой группы.
РЕМОНТ ЦИЛИНДРО-ПОРШНЕВОЙ ГРУППЫ
Поршни RPM для снегоходов изготовлены в соответствии со спецификациями производителей снегоходов. Эти п оршни продаются в комплекте с поршневыми кольцами, пальцем и стопорными кольцами. Все эти части взаимозаменяемы с оригинальными.
Поршни RPM для гидроциклов в основном изготовлены в соответствии со спецификациями производителей гидроциклов однако стопорные кольца этих поршней выполнены методом штамповки в отличии от оригинальных стопорных колец которые обычно изготавливают из проволоки. Эти п оршни продаются в комплекте с поршневыми кольцами, пальцем и стопорными кольцами.
Поршни WSM для гидроциклов изготовлены в соответствии со спецификациями производителей гидроциклов. Эти п оршни продаются в комплекте с поршневыми кольцами, пальцем и стопорными кольцами. Все эти части взаимозаменяемы с оригинальными.
Как установить поршень:
Перед установкой нового поршня в двигатель необходимо точно установить причину по которой сгорел или заклинил предыдущий поршень и устранить эту неисправность. Чаще всего причиной такой поломки является слишком бедная смесь или подсос воздуха в картер двигателя.
Помните! Замена сгоревшего поршня на новый, без устранения причины поломки, не решает вашу проблему, а приводит к очередной поломке.
Тщательно измерьте цилиндр. Если его эллипсность или бочкообразность превышают 0,07 мм, такой цилиндр необходимо растачивать в новый ремонтный размер, а никосилевый цилиндр должен быть заменен или загильзован ремонтной чугунной гильзой.
В двухтактных двигателях снегоходов зазор в сопряжении “поршень-цилиндр” («поршневой зазор») должен составлять:
– для поршней диаметром менее 65,00 мм – 0,08-0,11 мм
– для поршней диаметром более 65,00 мм – 0,11-0,15 мм
В двухтактных двигателях гидроциклов зазор в сопряжении “поршень-цилиндр” («поршневой зазор») должен быть следующим:
KAWASAKI (все модели) – 0,10-0,12 мм
POLARIS 650/750/780 – 0,11-0,13мм
POLARIS 700/1050 – 0,14-0,16мм
SEA-DOO (все модели) – 0,11-0,13мм
YAMAHA (все модели) – 0,10-0,12мм
Внимание! Важно! Если вы устанавливаете поршень во вновь расточенный цилиндр, пожалуйста соблюдайте рекомендации раздела “Как установить и расточить гильзу”, который находится ниже.
Внимание! Перед установкой поршневых колец на поршень ОБЯЗАТЕЛЬНО проверьте зазор в замках колец.
Для двигателей снегоходов этот зазор должен быть в приделах 0,25-0,60 мм.
Для двигателей гидроциклов рекомендуемые зазоры приведены ниже:
KAWASAKI 650 и 900 – 0,25-0,40мм
KAWASAKI 750/1100 – 0,25-0,50мм
POLARIS 650/750/780 – 0,25-0,55мм
POLARIS 700/1050 – 0,25-0,55мм
SEA-DOO (все модели) – 0,25-0,45мм
YAMAHA (все модели) – 0,20-0,40мм
Помните! Невыполнение этого требования приведет к поломке двигателя!
Некоторые модели поршневых колец имеют клинообразный профиль. Обратите на это внимание при установке колец на поршень. Если кольцо не садится в канавку поршня, возможно вы вставляете его неправильной стороной.
При установке поршня в цилиндр стрелка на его дне должна смотреть на выпуск а стопорные штифты на впуск! Исключение составляют некоторые модели двигателей POLARIS у которых стрелка направлена в сторону магнето.
Стопорные кольца поршневого пальца необходимо устанавливать замком вверх.
Штампованные стопорные кольца устанавливают острой кромкой наружу.
Для установки стопорных колец необходимо ОБЯЗАТЕЛЬНО использовать специальный инструмент! Установка стопроных колец с помощью отвертки, плоскогубцев, молотка или другого подобного инструмента приводит к их деформации, и как следствие, к поломке двигателя.
Тщательно пороверьте положение стопорного кольца в канавке! Кольцо должно полностью сесть в канавку.
Стопорные кольца не рекомендуется использовать повторно.
Внимание! При несоблюдении вышеуказанных правил стопорное кольцо может выскочить из канавки во время работы двигателя, что приведет к его поломке.
Как установить и расточить гильзу:
Конструктивно, наиболее распространены три типа цилиндров:
– Цилиндры с алюминиевой рубашкой и запрессованной в неё чугунной гильзой. Для удаления гильзы из такого цилиндра достаточно его нагреть до 200-250 °С и немного придавив, выпрессовать старую гильзу.
Внимание! Не пытайтесь выпрессовать такую гильзу не нагревая цилиндр. Это приведет к повреждению поверхности отверстия рубашки и непозволит правильно установить новую гильзу.
– Цилиндры с алюминиевой рубашкой и залитой в неё чугунной гильзой. Гильзу из такого цилиндра можно удалить, только вырезав её в расточном станке, так как она имеет наружные ребра которые не позволяют ей выйти из рубашки.
Для ремонта таких цилиндров используют два варианта ремонтных гильз. В первом варианте ремонтная гильза имеет наружный размер немного больше чем та, которая была залита в цилиндр при его изготовлении. При этом вырезав полностью старую гильзу, новую, запрессовывают в алюминиевую рубашку непосредственно.
Второй вариант предусматривает, что старая гильза полностью не удаляется, а лишь растачивается до максимально возможного диаметра, после чего в неё запрессовывается ремонтная гильза.
– Никосилевые цилиндры не имеют внутри чугунной гильзы. Они представляют собой алюминиевую рубашку, в которой рабочая поверхность цилиндра это алюминий со специальным покрытием, которое обеспечивает твердость поверхности цилиндра на глубину менее 0,1 мм. При повреждении поверхности такого цилиндра его нельзя расточить в больший ремонтный размер, как цилиндр с чугунной гильзой. Отремонтировать такой цилиндр можно запрессовав в него ремонтную чугунную гильзу. Для этого цилиндр необходимо расточить в расточном станке до наружного диаметра ремонтной гильзы.
Перед установкой гильзы в цилиндр необходимо проверить натяг в сопряжении цилиндра и ремонтной гильзы. Он должен быть в приделах:
– При запрессовке гильзы в алюминиевый цилиндр – 0,08-0,11 мм
– При запрессовке гильзы в старую чугунную гильзу – 0,04-0,07 мм
Для установки ремонтной гильзы в цилиндр необходимо его нагреть до температуры 200-250 °С, вставить гильзу в подготовленное отверстие и пржать ее небольшим усилием пока цилиндр не остынет.
После установки гильзы необходимо притереть ее верхнюю плоскость к плоскости цилиндра.
Все ремонтные гильзы производятся с внутренним диаметром на 1,0-1,5 мм меньше стандартного (номинального). Это значит, что для установки в новую гильзу стандартного поршня её необходимо расточить до соответствующего размера.
Настоятельно рекомендуем убедиться лично, что цилиндр расточен правильно. Проверьте цилиндр на бочкообразность, особенно в зоне окон.
После расточки и хонингования на кромках окон которые расположены поперек направления хода поршня необходимо снять фаски, остальные кромки необходимо притупить. Фаски должны быть сняты под углом 30° к рабочей поверхности цилиндра на глубину не менее 1мм.
Внимание! Информация приведенная в этом разделе не является учебным пособием по ремонту двигателей, а является рекомендацией для квалифицированных механиков.
Если вам необходимо отремонтировать двигатель, настоятельно рекомендуем обратиться к профессионалам.
Зазоры между элементами поршня и цилиндром
Величина этих зазоров зависит от механической и температурной на- груженности элементов цилиндропоршневой группы, соотношения геометрических параметров элементов поршня, теплофизических свойств материалов, монтажных зазоров. Зазоры — одни из наиболее важных параметров, влияющих на работоспособность поршневой группы.
Тепловое состояние поршня на различных режимах работы ДВС сильно изменяется от минимальной температуры при холодном пуске до максимальной на режимах наибольших нагрузок. Это вызывает резкое изменение зазоров.
Коэффициент линейного расширения поршней из алюминиевых сплавов в 1,5—2 раза выше такого же коэффициента стальной или чугунной гильзы цилиндра, что вызывает различные величины деформаций данных деталей.
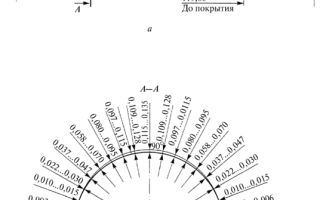
С учетом того что на прогретом двигателе температура по высоте уплотняющего пояса головки поршня по его высоте существенно изменяется, для обеспечения оптимального одинакового зазора профиль головки выполняют по одной из следующих форм: ступенчатой, конической, переменной по лекальной кривой (рис. 6.10). Это обеспечивает уменьшение теплонапряженности до 20%, а также способствует снижению шума и расхода масла на угар.
Рабочая часть юбки под действием силы N на боковую поверхность юбки, давления газов на днище, а также в результате неравномерной тепловой деформации головки поршня деформируется таким образом, что она приобретает форму овала с большей осью в направлении оси пальца. Для нейтрализации этого явления при изготовлении поршня выполняется овализация его юбки в противоположную сторону.
Уменьшить температуру юбки и, следовательно, ее радиальную деформацию можно с помощью одной или двух поперечных прорезей по днишу канавки маслосъемного кольца, которые ограничивают тепловой поток, поступающий на нее от головки поршня (см. рис. 6.7, а, б). Разработан поршень, в котором головка и юбка выполняются как отдельные детали и объединяются при сборке пальцем.
Радиальную деформацию юбки также стабилизируют вертикальными прорезями, располагаемыми на той ее стороне, которая не прижимается к цилиндру во время рабочего хода поршня (см. рис. 6.7, в, г). При этом в холодном состоянии зазор создается достаточно малым, чтобы устранить стуки поршня, а по мере прогрева двигателя расширение юбки компенсируется выборкой данного зазора.

Рис. 6.10. Профиль бочкообразного поршня по высоте (а) и по окружности (б)
В ДсИЗ используют комбинированные П- и Т-образные прорези. Для регулирования теплового расширения юбки применяются специальные терморегулирующие вставки, размещаемые в верхней части юбки. В поршень устанавливаются две стальные полосы, которые совместно с литыми стенками связывают юбку с бобышками. Такая биметаллическая стенка из-за разности коэффициентов линейного расширения ее слоев при нагреве изгибается наружу и втягивает внутрь рабочий участок юбки. Также в верхней части юбки имеется стальное кольцо круглого или прямоугольного сечения, которое для сцепления с основным металлом по окружности обычно выполняют зубчатым.
Ускорение приработки юбки поршня обеспечивается нанесением легкоплавких покрытий на ее рабочую поверхность, а для повышения маслоемкости на наружной поверхности юбки создают организованный рельеф.
Для уменьшения массы поршня нерабочие зоны юбки поршня могут отсутствовать. В короткоходных двигателях в нижней части юбки выполняют вырезы для прохода противовесов коленчатого вала.
Для обеспечения требуемого уровня уравновешенности ДВС комплекты поршней подбирают по массе. Подгонку поршней осуществляют снятием металла с внутренней поверхности юбки. Их различие не должно превышать 0,5. 1,0% (поз. 5 рис. 6.7).
Коробление верхней поверхности блока цилиндров. Зазор между поршнем и цилиндром
• Удалите с контактной поверхности блока цилиндров следы герметика,’ старой прокладки, масла, нагара и т.д..
Не допускайте попадания остатков герметика в масляные и водяные каналы.
• Проверьте коробление контактной поверхности блока цилиндров в нескольких точках в 6 различных направлениях.

Предельное коробление: 0,1 мм
• Установите крышки коренных подшипников без подшипников и затяните крепежные болты с требуемым усилием.
• При помощи нутромера измерьте внутренний диаметр корпуса коренного подшипника.

• Если диаметр отличается от нормы, замените блок цилиндров и крышки коренных подшипников.
Внутренний диаметр цилиндра
• При помощи нутромера проверьте каждый цилиндр на износ, овальность и конусность в 6 различных положениях по осям X и Y в точках А, В и С (верх, центр и низ).


Стандартный внутренний диаметр цилиндра, мм
QG15DE QG15DE (L/B)
Предельная овальность разница между X, Y)
Предельная конусность (разница между А и С)
• Если измеренные значения превышают указанные величины или если на внутренних стенках цилиндра имеются задиры или обгоревшие места, выполните хонингование или расточку.
• Имеются поршни увеличенного ремонтного размера (на 0,25 и 0,5 мм). При использовании поршня увеличенного ремонтного размера выполните хонингование так, чтобы зазор между поршнем и стенкой цилиндра соответствовал норме. Кроме этого используйте поршневые кольца увеличенного ремонтного размера, соответствующие поршню ремонтного размера.
Наружный диаметр поршня
• При помощи микрометра измерьте наружный диаметр поршня.

Точка измерения: на расстоянии 47 мм вниз от днища поршня Стандартный диаметр:
QG15DE, OG15DE (L/B)
Точка измерения: на расстоянии 43,5 мм вниз от днища поршня Стандартный диаметр: 73,575-73,605 мм
QG18DE, DE (L/B), DD Точка измерения: на расстоянии 45,1 мм вниз от днища поршня Стандартный диаметр:
• На двигателе QG18DD измерение проводится на расстоянии 45,1 мм вниз от днища поршня.

Вычисление зазора между поршнем и стенкой цилиндра
Сделайте вычисления на основе значений наружного диаметра юбки поршня и внутреннего диаметра цилиндра (ось X, точка В).
(Зазор) = (Диаметр цилиндра) — (Наружный диаметр юбки поршня) Стандартный зазор: 0,015-0,045 мм
• Если зазор превышает номинал, замените поршень и поршневой палец в сборе.
Смотрите также:
– Коробление и износ блока… Коробление и износ блока цилиндров 1. Протрите верхнюю поверхность блока цилиндров. С помощью линейки и щупа измерьте ее коробление в…
– Коленвал. Внутренний диаметр… 1. Проверьте коренные и шатунные шейки коленвала на наличие задиров, износа или расколов. 2.0 помощью микрометра измерьте овальность и конусность…
– Боковой зазор в поршневых… Боковой зазор в поршневых кольцах • С помощью щупа измерьте боковой зазор между поршневым кольцом и канавкой под кольцо в…
– Проверка осевого люфта… Осевой люфт коленвала • При помощи индикатора проведите измерение зазора между упорным подшипником и плечом кривошипа, перемещая коленвал вперёд и…
– Таблица подбора подшипников… Таблица подбора подшипников шатунов Единица измерения: мм Внутренний диаметр большой головки шатуна 43,013-43,000 Наружный диаметр шатунной шейки Класс (номер) 0…
Проверка состояния поршня и шатуна
1. Очистите поршень.
а) Скребком удалите нагар и другие углеродные отложения с днища поршня.
б) Очистите канавки поршня от отложений куском сломанного кольца.

в) Растворителем и мягкой волосяной щеткой окончательно очистите поршень.
Примечание : не применяйте металлическую щетку,
2. Проверьте поршень и поршневые кольца.
А. Проверьте зазор между поршнем и цилиндром.
а) Микрометром измерьте диаметр юбки поршня на расстоянии 27 мм (1NZ-FE, 2NZ-FE), 12 мм (2ZZ-GE), или 29,8 мм (1ZZ-FE) от поверхности днища поршня (ниже уровня канавок для поршневых колец) и в направлении, перпендикулярном оси поршневого пальца, как показано на рисунке.
Номинальный диаметр поршня:
1NZ-FE, 2NZ-FE…74,945 – 74,955 мм
1ZZ-FE.………………78,925 – 78,935 мм
2ZZ-GE.……………..81,975 – 81,993 мм
б) Измерьте диаметры цилиндров в направлении оси двигателя (см. выше).
в) Определите зазор между цилиндром и поршнем путем нахождения разности результатов измерений диаметра поршня и диаметра цилиндра.
Зазор между цилиндром и поршнем:
Номинальный:
1NZ-FE, 2NZ-FE….0,045 – 0,068мм
1ZZ-FE………………..0,065 – 0,075 мм
Максимальный:
1NZ-FE, 2NZ-FE……………..0,080 мм
Если зазор больше максимального, замените все четыре поршня. При необходимости замените блок цилиндров.
Б. Проверьте зазоры между новыми компрессионными кольцами и поршневыми канавками с помощью плоского щупа, как показано на рисунке.
Номинальный зазор:
Компрессионное кольцо №1:
1NZ-FE, 2NZ-FE….0,030 – 0,070 мм
2ZZ-GE…………………0,030 – 0,070 мм
Компрессионное кольцо №2:
2ZZ-GE……………….0,030 – 0,070 мм
1NZ-FE, 2NZ-FE….0,020 – 0,060 мм
Если зазор больше допустимого, замените поршень.
В. Проверьте зазор в замке поршневого кольца.
а) Вставьте поршневое кольцо в цилиндр.
б) Поршнем протолкните кольцо на расстояние 110 мм от поверхности блока цилиндров.
в) Плоским щупом измерьте зазор замке.
Номинальный зазор в замке поршневого кольца:
компрессионное кольцо №1:
остальные……………..0,25 – 0,35 мм
компрессионное кольцо №2:
остальные……………..0,35 – 0,50 мм
маслосъемное кольцо (по расширителю):
1NZ-FE, 2NZ-FE………0,10 – 0,35мм
Максимальный зазор:
компрессионное кольцо №1:
компрессионное кольцо №2:
маслосъемное кольцо (по расширителю):
1NZ-FE, 2NZ-FE……………….0,82 мм
Если зазор в замке больше максимального, замените поршневое кольцо. Если зазор в замке больше (максимального даже с новым поршневым кольцом, замените блок цилиндров на новый.
3. Проверьте шатун.
А. Используя специальное приспособление и плоский щуп, проверьте изгиб шатуна, как показано на рисунке.
Максимально допустимый изгиб на 100 мм длины.………………….0,05 мм
Если скручивание больше допустимого, замените шатун вместе с крышкой шатуна.
Аналогичным способом проверьте скручивание шатуна, как показано на рисунке.
Максимальное скручивание на 10,0 мм длины.………………………………….0,05 мм
Если скручивание или изгиб больше максимального значения, замените шатун вместе с крышкой шатуна.
Б. Проверьте зазор между поршневым пальцем и отверстием верхней головки шатуна,
а) Нутромером измерьте внутренний диаметр верхней головки шатуна.
Внутренний диаметр верхней головки шатуна:
1ZZ-FE……………..20,012 – 20,021 мм
2ZZ-GE:
метка “А”……….20,011 – 20,013 мм
метка “В”………..20,013 – 20,015 мм
метка “С”……….20,015 – 20,017мм
метка “D”……….20,017 – 20,019 мм
метка “Е”……….20,019 – 20,021 мм
метка “F”………..20,021 – 20,023 мм
б) Нутромером измерьте внутренний диаметр бобышек поршня.
Внутренний диаметр:
1NZ–FE, 2NZ–FE… 18,013 – 18,016 мм
1ZZ-FE:
метка “А”………..20,006 – 20,009 мм
метка “В”……….20,010 – 20,012 мм
метка “С”………20,013 – 20,015 мм
2ZZ–GE:
метка “АВ”…….20,013 – 20,017 мм
метка “CD”……..20,017 – 20,021 мм
метка “EF”…….20,021 – 20,025 мм
в) Используя микрометр, измерьте диаметр поршневого пальца.
Диаметр поршневого пальца:
1NZ–FE, 2NZ–FE… 18,001 – 18,004 мм
1ZZ–FE:
метка “А”………20,004 – 20,007 мм
метка “В”………20,008 – 20,010 мм
метка “С”………20,011 – 20,013 мм
2ZZ–GE:
метка “А”………20,004 – 20,006 мм
метка “В”………20,006 – 20,008 мм
метка “С”………20,008 – 20,010 мм
метка “D”……..20,010 – 20,012 мм
метка “E”………20,012 – 20,014 мм
метка “F”………20,014 – 20,016 мм
1 – метка размерной группы внутреннего диаметра бобышек поршня, 2 – метка размерной группы внутреннего диаметра поршневой головки шатуна.
г) Вычтите измеренное значение диаметра поршневого пальца из измеренного значения внутреннего диаметра втулки и поршня.
Номинальный масляный зазор между поршневым пальцем и бобышками поршня:
1NZ-FE, 2NZ-FE…….0,009 – 0,015 мм
1ZZ-FE………………….0,005 – 0,009 мм
2ZZ-GE………………….0,005 – 0,013 мм
Максимальный масляный зазор между поршневым пальцем и бобышками поршня:
1NZ-FE, 2NZ-FE, 2ZZ-GE….. 0,050 мм
Номинальный масляный зазор между поршневым пальцем и поршневой головкой шатуна:
1ZZ-FE…………………-0,001 – 0,017 мм
2ZZ-GE…………………..0,005 – 0,009 мм
Максимальный масляный зазор между поршневым пальцем и поршневой головкой шатуна:
Если зазор больше максимально допустимого, то замените втулку. Если необходимо, замените поршень и поршневой палец в сборе.
В.(1ZZ–FE, 2ZZ–GE) Если необходимо, замените втулку верхней головки шатуна.
а) Используя оправку и пресс, вы-прессуйте втулку из верхней головки шатуна.
б) Совместите смазочные отверстия втулки и шатуна.
в) Используя специальное приспособление и пресс, запрессуйте втулку.
г) Измерьте зазор поршневого пальца и, если необходимо, отшлифуйте или переточите новую втулку до получения номинального зазора.
д) Проверьте работу поршневого пальца при нормальной комнатной температуре. Нанесите на поршневой палец моторное масло и надавите на него, как показано на рисунке. Палец должен свободно ходить в головке шатуна.
Г. Измерьте наружный диаметр шатунного болта штангенциркулем в зоне наибольшего износа.
Номинальный диаметр……6,6 – 6,7 мм
Минимальный диаметр…………..6,4 мм
Если диаметр меньше допустимого, замените болт.
Смотрите видео: Как проверить поршень и как вытащить палец из шатуна