Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
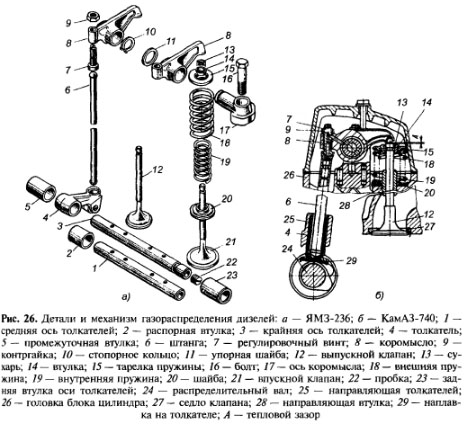
Клапанный механизм включает в себя следующие детали: клапаны, направляющие втулки, седла клапанов, возвратные пружины, опорные тарелки, сухари, механизм вращения клапана (двигатель ЗИЛ-508.10).
Клапаны предназначены для герметизации цилиндра при тактах сжатия и рабочего хода и соединения их с трубопроводами впускной или выпускной системы при тактах впуска или выпуска в процессе газообмена.
Условия работы клапанов:
• большие динамические нагрузки;
• высокие скорости перемещения;
• неравномерный нагрев отдельных участков;
• повышенная коррозионно-активная среда.
Материал изготовления клапанов
Клапаны изготовляются из легированных сталей с высоким содержанием хрома и никеля.
Устройство клапана
Притирка клапанов обеспечивают
Как проводится притирка клапанов
и какие приспособления используются
для притирки клапанов
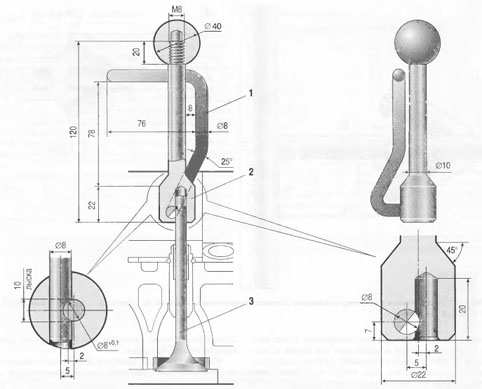
Клапан состоит из головки (или тарелки) и стержня. Различают клапаны с плоской, выпуклой и тюльпанообразной головками. Головки обычно имеют небольшой (около 2 мм) цилиндрический поясок и уплотнительную фаску, снятую под углом 45 и 30 градусов. Уплотнительные фаски клапанов шлифуют и притирают к седлам (притирка клапанов), а стержни подвергают термообработке, шлифовке, полировке и покрывают хромом. Торцы стержней (3–5 мм) закаливают. На концах стержней имеются цилиндрические, конусные или фасонные проточки для крепления клапанных пружин.
Чтобы уменьшить напряженность выпускных клапанов, возникающую вследствие высоких температур, в ряде двигателей применяют натриевое охлаждение. С этой целью клапан выполняют полым с утолщенным стержнем и примерно на 1/3 полости заполняют металлическим натрием, температура плавления которого составляет около 97 К. В рабочем состоянии расплавленный натрий, перемещаясь внутри полости при возвратно-поступательном движении клапана, увеличивает интенсивность отвода теплоты от горячей головки к более холодному стержню и далее к направляющей втулке.
Направляяющие втулки
Направляющие втулкиобеспечивают строго перпендикулярное относительно седла перемещение клапанов. Материалом для изготовления направляющих втулок служат в основном перлитный чугун и металлокерамика, представляющая собой смесь из порошков железа, меди и графита, которые подвергаются прессованию, спеканию в печи и пропитыванию маслом. Отвозможного просачивания в цилиндры масла, стекающего по стержням впускных клапанов, последние снабжаются само подвижными манжетами.
используются для сжатия
и рассухаривания пружин клапанов
Клапанные пружины
Клапанные пружины обеспечивают плотное прилегание клапанов к седлам и своевременное их закрытие после завершения действия кулачков распределительного вала. Характеристику (жесткость) клапанных пружин подбирают из условий сохранения кинематической связи между деталями механизма газораспределения. Клапанные пружины изготовляются из стальной проволоки диаметром 4-6 мм, легированной марганцем и хромом.
Нижним концом пружина опирается на головку блока цилиндров через специальную опорную тарелку, а верхним концом соединяется двумя сухарями с клапаном через верхнюю тарелку. Для этой цели сухари на внутренней поверхности имеют выступы, которые входят в проточку клапана, а гладкая наружная поверхность сухарей выполнена в виде усеченного конуса.
Два сухаря установленные на клапан, образуют опорную коническую поверхность, которая сопрягается с опорной поверхностью проточки в верхней тарелке, и это соединение удерживается в замкнутом состоянии за счет предварительного сжатия пружины. Чтобы устранить возможность возникновения опасного для прочности пружин резонанса, на клапаны ставят по две пружины с навивкой витков в противоположные стороны или делают пружины с переменным шагом навивки.
Седла клапанов
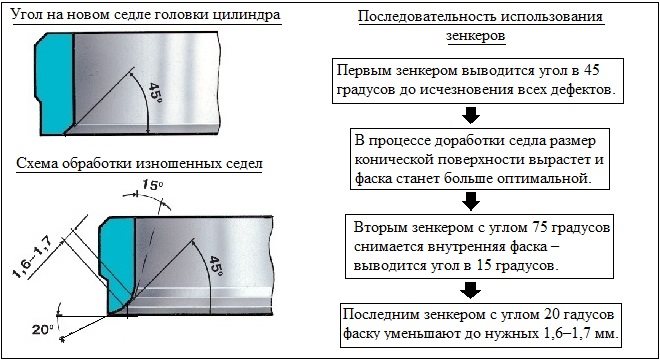
Седла клапанов.Наиболее важным сопряжением, определяющим долговечность механизма газораспределения, является сопряжение седло – клапан, так как оно подвержено ударным нагрузкам при посадке клапана и значительным термическим перегрузкам. Седло клапана, с которым соприкасается уплотнительная фаска клапана, обрабатывают инструментом с углами заточки 15, 45 и 75 градусов таким образом, чтобы уплотнительный поясок седла имел угол 45 градусов и ширину около 2 мм. По своим размерам поясок должен подходить ближе к меньшему основанию конусной фаски клапана. Фаска клапана имеет меньший угол и соприкасается с седлом только узким пояском у своего большого основания, что обеспечивает хорошее уплотнение клапанного отверстия. Вставные седла изготовляются в виде отдельных колец из специального чугуна, легированной стали или металлокерамики.
Механизм вращения клапана
Для поддержания в рабочем состоянии контактных поверхностей уплотнительных фасок выпускных клапанов иногда применяют специальные устройства, позволяющие принудительно поворачивать клапаны в процессе работы.
Механизм вращения клапана состоит из неподвижного корпуса, в наклонных канавках которого расположены пять шариков с возвратными пружинами, дисковой пружины и опорной шайбы с замочным кольцом. Механизм вращения клапана устанавливается в расточке, сделанной в головке блока цилиндров иол опорной шайбой клапанной пружины. При закрытом клапане давление на дисковую пружину невелико, и она вогнута наружным краем вверх, а внутренним краем опирается в заплечик корпуса. Шарики отжаты пружинами в исходное положение. В момент открытия клапана усилие со стороны клапанной пружины возрастает, под действием чего дисковая пружина, выпрямляясь, перелает усилие на шарики и вызывает их перемещение в углубление. Когда клапан закрывается, сила, действующая на дисковую пружину, уменьшается, и она, выгибаясь, освобождает шарики. Шарики под действием возвратных пружин перемешаются в исходное положение, что приводит к повороту клапана на некоторый угол (клапаны совершают 20—40 оборотов в минуту).
В некоторых двигателях применяют менее эффективное, но более простое устройство, основанное на использовании способа крепления клапанной пружины на стержне клапана. Крепление пружины на клапане состоит из опорной тарелки, втулки и двух сухарей.
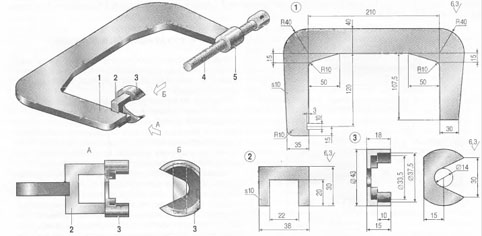
Инструмент для притирки клапанов (шарошки, зенковки) и его применение
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.
Полный комплект инструментов для ремонта седел клапанов
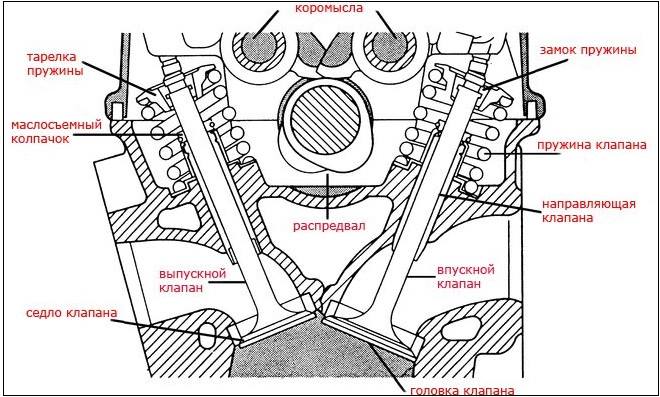
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
термическим;
механическим;
динамическим;
химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.
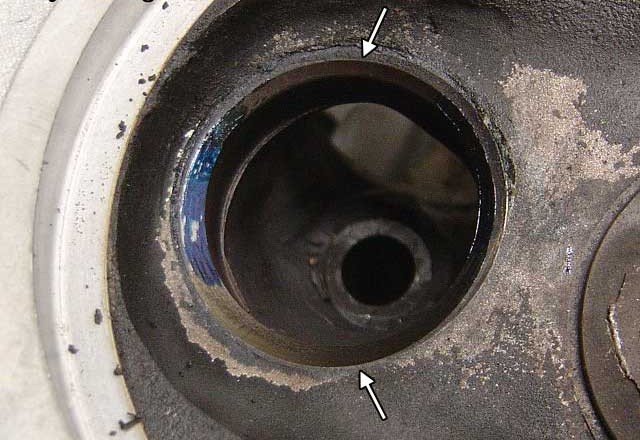
В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
нестабильная работа ДВС на любых оборотах;
неестественный стук, раздающийся из моторного отсека автомобиля;
большое количество дыма, выходящего из выхлопной трубы.
Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Инструменты для ремонта клапанного механизма
Наиболее распространенным инструментом для ремонта седел клапанов является шарошка (зенкер). Следует иметь в виду, что такой зенкер – это не зенковка, посредством которой осуществляют зенкование.
Специалисты, профессионально занимающиеся ремонтом двигателей автомобилей, стараются сразу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с различными геометрическими параметрами, что позволяет оптимально подобрать их для двигателя автомобиля определенной марки.
Для приведения седел клапанов в нужную форму потребуется шесть зенкеров: три для выпускного и три для впускного клапанов
В том случае, если отремонтировать двигатель своего автомобиля вы решили своими руками, не обязательно приобретать набор шарошек, можно купить один зенкер, параметры которого точно соответствуют характеристикам ДВС вашего транспортного средства.
Такой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и тонкий слой металла. Оснащенная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего в ее корпусе имеется специальное отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Именно такой угол является основным параметром инструмента, используемого для прирезки седел клапанов.
Шарошка вращается с помощью ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
Головка блока цилиндров располагается на ровной поверхности.
Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.
Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Следует иметь в виду, что на седле клапана необходимо обработать три фаски: верхнюю, рабочую и нижнюю. Для обработки каждой из таких фасок используется свой зенкер, имеющий определенный угол наклона режущей части.
Схема обработки седла клапана (на примере двигателя ВАЗ)
Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Замена седел клапанов своими руками
Клапан необходим для герметизирования цилиндровых отсеков мотора в ходе газообмена. Особенности функционирования – запуск смеси, состоящей из горючего и воздуха с целью последующего ее сжатия. За возгоранием и выработкой газы переходят в выпускную систему, и здесь также несет ответственность клапан.
Содержание:
Устройство и вероятные неисправности клапанного механизма
Данный элемент работает в агрессивной среде ДВС, всегда подвержен значительным нагрузочным воздействиям динамического характера, существенному скоростному режиму и нагреванию. Для понижения преждевременного изнашивания ходовых элементов этой детали, в изготовлении ее используются чаще всего материалы, легированные никелем и хромом. В состав входит два основных элемента:
головка;
стержневая часть.
Эти автомобильные узлы могут иметь головки различных форм:
На кончике стержня есть проточки конусного, фасонного или цилиндрического вида, помогающие фиксировать пружинки. Наиболее вероятный признак отказа клапанов – понижение мощности мотора, его нестабильность в работе. Связано это с залипаниями и образованиями зазорных участков. Еще одна причина – появление нагара, который скапливается у клапана и не позволяет ему закрываться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС появились посторонние шумы – износились стержневые части и направляющие. Поэтому рассмотрим, как выполняется замена седел клапанов своими руками.
Чем пользоваться?
Такие работы подразумевают использование грубоватых инструментов и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.
Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.
Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.
Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем. Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ. Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.
Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр. Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.
Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Обработка седла после установки
Чтобы седло работало нормально, в нем следует сделать фаску. В идеале это выполняется на токарном станке. Но можно воспользоваться уже известной шарошкой и дрелью, но возможны неточности в работе. Нарезается три кромки – внешняя, внутренняя и по центру, для контактирования с ней клапана. После этого можно считать, что работы завершены. Клапана следует притереть и начать сборку ГБЦ.
Многих интересует вопрос, сколько стоит замена седла клапана ваз. Если рассматривать вариант только оплаты работ, то замена одного элемента вам обойдется в 500 – 700 рублей.

 Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
 Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.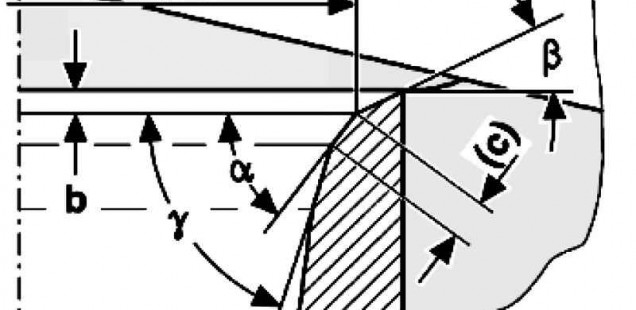 На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки. Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.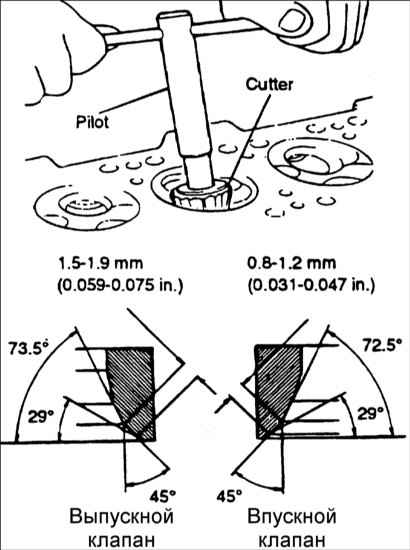 На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.